Jute Yarn at AMATSUNAWA – Manufacturing Process, Quality and Importance for Shibari Ropes
Jute yarn is the foundation of every high-quality Shibari rope. At AMATSUNAWA, only yarn from Tossa Jute Grade 1 is used. Learn about the precise manufacturing steps – from batching and carding through drawing, spinning and twisting – and why each stage is crucial for grip, strength and skin-friendliness.

What is Jute Yarn?
Jute yarn is produced by spinning the long bast fibres of the jute plant. It forms the basis for all AMATSUNAWA ropes such as HASHIRA, KIYOMI, KIYOMI RED and Mitsuki. Unlike many other manufacturers, AMATSUNAWA consistently uses yarn made from Tossa Jute Grade 1 (TD1 / Bangla Tossa Special) – the highest and finest quality grade available.
Why Tossa Jute Grade 1?
Tossa Jute (Corchorus olitorius) Grade 1 is characterized by high lustre, excellent tensile strength, fine and uniform fibre structure, and low hairiness. White Jute is deliberately not used at AMATSUNAWA because it is coarser, duller and less tear-resistant.


1. Batching (Softening / Emulsifying)
Batching is the first critical preparatory step after the raw jute arrives in Morah bales. The stiff and brittle raw fibres are treated with a natural emulsion, usually based on food-grade soybean oil, plant starches or a combination of both.
The fibres are evenly sprayed or dipped and then piled in conditioned stacks for several days (typically 48–72 hours). During this time the emulsion penetrates the fibre structure, reduces internal stiffness, improves flexibility and minimizes fibre breakage in the subsequent mechanical processes.
Proper batching is essential because insufficient softening leads to high waste rates, excessive hairiness and uneven yarn quality, while over-batching can make the fibres too slippery for effective carding.
AMATSUNAWA uses only JBO-free emulsions to ensure maximum skin compatibility and biodegradability of the final rope.
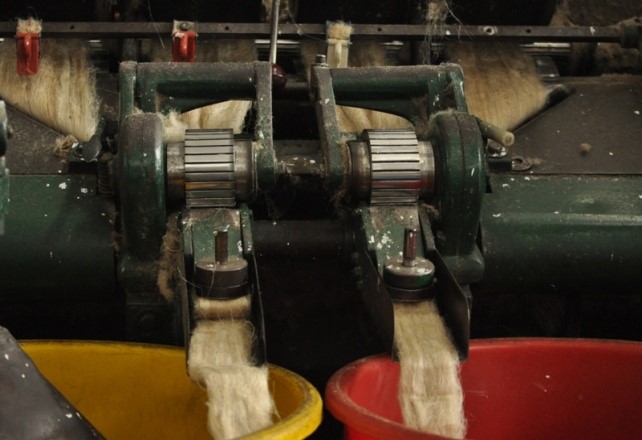
2. Carding of Jute Fibres
After batching, the softened fibres are opened and undergo multiple carding passes on high-speed carding machines. Carding uses pinned rollers and flats to parallelize the fibres, remove impurities, short fibres and neps, and form a loose, continuous ribbon called a sliver.
Gentle carding settings are used to preserve fibre length and strength. This step significantly reduces hairiness and is crucial for the uniformity and smoothness of the final yarn.


3. Drawing (Drafting) of Jute Fibres
In the drawing process, 6–8 carded slivers are combined (doubled) and simultaneously drafted (stretched) through a series of roller pairs with increasing speed ratios. This operation is usually repeated in 3 to 4 passages.
Drawing improves fibre parallelization, blends the material for evenness, reduces sliver thickness and prepares the fibres for controlled twist insertion.
Precise drafting prevents thick and thin places in the yarn, which would compromise the rope’s consistency and breaking strength.
4. Jute Count – Measuring Yarn Weight
Jute yarn weight is traditionally expressed in Jute Count (lb/spyndle). One count represents the weight in pounds of 14,400 yards (approximately 13,167 metres) of yarn.
Lower count numbers indicate coarser and heavier yarn.
AMATSUNAWA primarily processes yarns in the range of 4 to 15 lb/spyndle. This range offers the best compromise between tensile strength, grip, flexibility and skin comfort for premium Shibari ropes.

5. Spinning and Twist
The drawn sliver is fed into flyer or ring spinning frames, where it is further elongated and twisted to form single yarn.
The twist multiplier is carefully calculated for each rope type. An optimal twist provides sufficient cohesion to prevent fibre slippage under load while maintaining enough flexibility for knotting and handling.
Too low a twist results in weak yarn that can fail catastrophically during suspension. Too high a twist creates internal stress, reduces flexibility and can cause the yarn to snarl or kink.
6. Plying and Final Treatment
Finer single yarns are often plied into 2-ply, 3-ply or higher constructions to increase overall tensile strength and durability. During plying, the direction and level of twist must be carefully balanced against the single yarn twist to avoid torque liveliness and surface irregularities.
Before winding onto spools, a light natural finish – usually plant-based starches or food-grade oils – may be applied to improve running properties and reduce fibre shedding during use, while preserving skin-friendliness and biodegradability.


Importance for Shibari Ropes
High-quality jute yarn directly determines the performance of the finished rope:
- Excellent friction and grip for secure knots
- Minimal stretch for stable tension during suspension
- Superior skin comfort after gentle processing
- Long-term durability even with intensive use
AMATSUNAWA processes the yarn into four distinct rope types: HASHIRA (hard), KIYOMI (medium), KIYOMI RED (medium) and MITSUKI (soft/multi-ply) – each tailored to different applications in Shibari and Kinbaku.
Conclusion
Jute yarn is far more than an intermediate step. Every stage – from batching and gentle carding through precise drawing and optimal twisting – significantly influences the final rope’s quality, safety and handling characteristics.
At AMATSUNAWA, the highest standards are applied at every step to create safe, long-lasting and skin-friendly ropes that meet the demanding requirements of the Shibari community.
Sources (as of March 2026)
- ICAR-NINFET Kolkata – Technical Reports on Jute Processing
- Bangladesh Jute Mills Association (BJMA) and Indian Jute Mills Association (IJMA)
- Journal of Natural Fibers – Studies on Jute Spinning and Twist Dynamics
- AMATSUNAWA internal quality and manufacturing standards
Book Recommendation
- The Complete Book on Jute & Coir Products (With Cultivation & Processing) – NIIR Board of Consultants & Engineers